





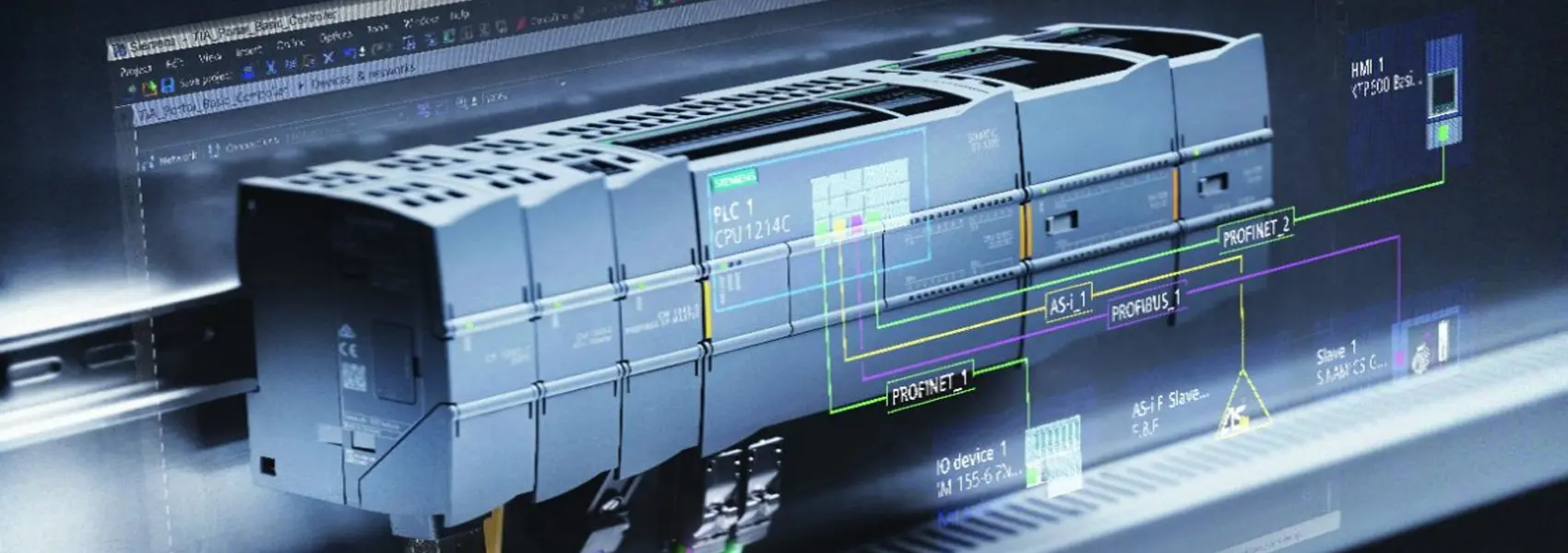




PLC Programming and Control Systems
Design and programming of PLC-based systems (Siemens, Allen-Bradley, Beckhoff, etc.) Migration and upgrade of legacy PLC systems Redundant and fail-safe PLC solutions

SCADA and HMI Development
Supervisory Control and Data Acquisition systems Custom HMI design (WinCC, FactoryTalk, Ignition, TwinCat etc.) Real-time monitoring, alarms, and remote access

Motion Control and Servo Systems
Servo and stepper motor control Multi-axis synchronization Cam profiles and electronic gearing
VFD and Motor Control Systems
Installation and tuning of VFDs and soft starters Energy-efficient motor control systems Custom motor starter panels
Vision Systems and Quality Control
Machine vision for inspection and measurement Barcode and QR code readers Defect detection and sorting automation
Custom Control and Automation Software Development
Windows-based control applications (C#, .NET, Python) Embedded Linux or Raspberry Pi automation platforms Web-based HMIs or dashboards for remote management Integration with SCADA, MES, SQL databases, and APIs
Robotics and Robotic Integration
Collaborative robots (Cobots) Industrial robot programming (Fanuc, ABB, KUKA, etc.) Vision-guided robotic systems

Conveyor Systems and Material Handling
Motorized conveyor control (VFD/servo driven) Line synchronization and part tracking Sensors, encoders, and reject mechanisms

Industrial Sensors and Instrumentation
Integration of sensors (temperature, pressure, flow, level) Signal conditioning and data logging
Automation for Process and Batch Control
PID loop tuning and closed-loop systems Recipe control for batch processing Integration with industrial databases (SQL, OPC UA)

Industrial Safety Systems
Safety PLCs and interlock systems Emergency stop, light curtains, and safety relays CSA and TSSA compliance solutions
Machine Integration and Retrofit
Automation retrofit for older machines Canadian code compliance (ESA, CSA) OEM machine modifications and interfacing

Industrial Communication and Networking
EtherCAT, Profinet, Ethernet/IP, Modbus TCP/IP, CANopen, BACnet Network architecture and diagnostics Wireless industrial connectivity
Data Acquisition and IIoT (Industrial Internet of Things)
Remote data access and cloud integration Edge devices and industrial gateways Real-time dashboards and analytics
Panel Design and Custom Control Cabinets
Design and fabrication of control panels CSA/ULc certification and inspection-ready builds Schematics and electrical drawings

Automation Maintenance and Troubleshooting
On-site and remote support Preventive maintenance for automated systems Emergency breakdown response

Batch Reporting and Production Traceability
Automatic report generation (PDF, Excel, database) Product tracking and batch identification Integration with MES/ERP systems

Building Automation in Industrial Facilities
HVAC, lighting, and energy system control CO₂, humidity, and air quality monitoring BMS/SCADA integration

Energy Management and Power Monitoring
Load profiling and demand response control Power factor correction systems Integration of energy meters into SCADA
Custom Automation Solutions
Turnkey system design and implementation Application-specific control strategies Prototyping and R&D support

Simulation and Digital Twin Solutions
PLC/HMI simulation environments Offline testing of automation logic Digital twin for predictive maintenance

Remote Monitoring and Cloud Automation
Secure VPN or MQTT-based monitoring Custom dashboards for KPIs Integration with AWS, Azure, or private cloud

Compliance and Documentation
CSA/ESA/TSSA code-compliant automation Full electrical/control documentation Custom SOPs and user manuals for operators

Training and Commissioning
On-site training for operators and maintenance staff Full commissioning and startup support Post-installation follow-up and optimization